China plays a significant role in the personal protective equipment (PPE) market. As a leading protective clothing supplier, the country has established itself as a crucial player in the global PPE supply chain. Current data indicates that China manufactures over 50% of the world’s PPE, highlighting its substantial influence and production capacity. By 2023, the protective clothing market is projected to be valued at USD 11.59 billion, with expectations to reach USD 21 billion by 2033, reflecting a compound annual growth rate (CAGR) of 6.1%.
When selecting a protective clothing supplier, it’s essential to consider more than just cost; reliability, quality, and compliance with standards are equally important. A dependable supplier ensures that you have the necessary gear when you need it, helping to keep both you and your team safe and efficient.
- Description: Made from lightweight, non-woven materials, these coveralls are designed for single use.
- Applications: Commonly used in healthcare settings, food processing, and clean environments to prevent contamination.
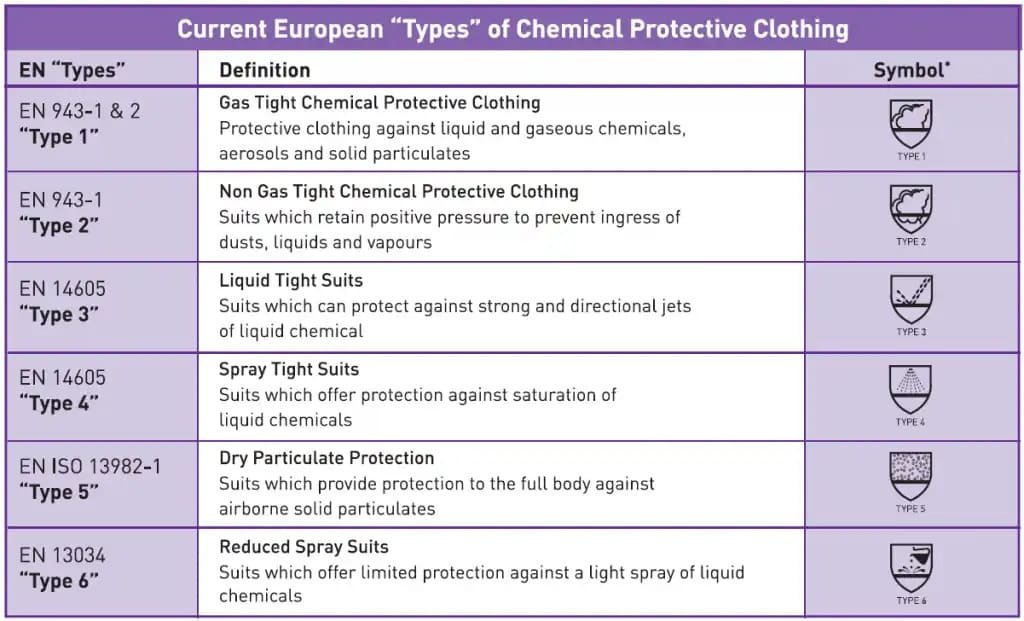
2. Chemical Protective Clothing
- Type 1 (Gas-Tight Suits): Fully encapsulating suits that provide the highest level of protection against gases and vapors, including subtypes like Type 1a (breathable air supply inside) and Type 1b (air supply worn outside).
- Type 2 (Non-Gas-Tight Suits): Suits that provide protection against aerosols and sprays but are not gas-tight, suitable for tasks involving exposure to hazardous materials.
- Type 3 (Liquid-Tight Suits): Designed for tasks where chemicals may splash under pressure, with liquid-tight connections but not tested for gas or particle leakage.
- Type 4 (Spray-Tight Suits): Suitable for environments where small splashes of chemicals are a risk, offering protection against liquid chemicals through taped seams.
Type 5 (Dry Particulate Protection): Protects against airborne solid particles, often used in industries dealing with hazardous dusts like asbestos.
- Type 6(Reduced Spray Suits): Provides limited protection against light liquid chemical splashes.
3. Medical Protective Clothing
- Description: Includes gowns, gloves, masks, and face shields designed to protect healthcare workers from exposure to infectious agents.
- Applications: Widely used in hospitals and clinics during procedures to prevent contamination from bloodborne pathogens and other hazards.
4. Cleanroom Clothing
- Description: Specialized garments designed to minimize particulate contamination in controlled environments.
- Applications: Essential in pharmaceuticals, biotechnology, and semiconductor manufacturing where maintaining a sterile environment is critical.
5. Secondary Flame Retardant Clothing
- Description: Made from materials that resist ignition and burning, providing protection against fire hazards.
- Applications: Commonly used in industries such as oil and gas, welding, and firefighting to protect workers from thermal risks.
Best Protective Clothing Supplier in China
Morntrip
Morntrip, established over a decade ago, has become a key player in the bulk disposable coveralls industry. Focused on quality and innovation, this protective clothing supplier offers a wide range of protective gear, including coveralls, gloves, and masks. Certifications like ISO 9001 and CE ensure that Morntrip’s products meet international safety standards, making them a trustworthy option.
Beyond certifications, production capacity is crucial when choosing a protective clothing supplier. Morntrip produces hundreds of thousands of units each month, allowing them to serve both small and large clients worldwide. Their reach extends across Europe, North America, and Asia, making them a truly global brand.

Hubei Wanli Protective Products Co., Ltd.
Hubei Wanli Protective Products Co., Ltd. is known for its long history and focus on research and development of PPE clothing. This dedication to R&D gives them a competitive edge, helping them create cutting-edge solutions that meet industry trends.
Their impact reaches far beyond China. With a growing presence in international markets, particularly in Europe and North America, Hubei Wanli offers innovative solutions with a proven track record.
Baymro Safety China
Baymro Safety China has earned a solid reputation by offering specialized protective clothing for various industries. Whether you need PPE for construction, manufacturing, or healthcare, Baymro’s diverse products can meet your needs.
Their targeted approach is what sets them apart. Rather than a one-size-fits-all strategy, Baymro focuses on the specific needs of each sector. This helps them deliver customized solutions of protective clothing that address customer requirements.
ANBU SAFETY
ANBU SAFETY is known for its wide range of protective products and strong market reputation. From high-visibility jackets to chemical-resistant suits, ANBU SAFETY offers products for nearly every industry.
Customers consistently give positive feedback, praising ANBU’s commitment to quality. Their market reputation has made them a reliable choice for companies in sectors like oil and gas, construction, and mining.
Zhengxin Group
Founded in 2011, Zhengxin Group is a protective clothing supplier based in Xiantao, the largest manufacturing hub for protective clothing in the world. Offering a variety of medical PPE products, disposable medical items, and safety products. It known for its rapid production capabilities and competitive pricing, Zhengxin serves a global client base effectively.
Jiangsu Guotai International Group
Established in 1994, Jiangsu Guotai International Group is a protective coveralls manufacturer that specializes in manufacturing a wide range of protective clothing, including disposable coveralls and industrial safety garments. The company is known for its investment in advanced technology and R&D, allowing them to produce high-quality, innovative protective gear. With a strong export market, Jiangsu Guotai serves clients in Europe, North America, and Southeast Asia, ensuring compliance with international safety standards.
Shanghai Huitong Protective Equipment Co., Ltd.
Founded in 2005, Shanghai Huitong focuses on producing high-performance protective clothing for various industries, including construction and healthcare. Their offerings include chemical-resistant suits, flame-retardant clothing, and medical PPE, catering to diverse safety needs. Huitong products are certified to meet ISO and CE standards, ensuring reliability and safety for users worldwide.
Xiantao Yinhong Protective Products Co., Ltd.
Established in 2002, Xiantao Yinhong is a protective clothing supplier that located in the heart of China’s protective clothing manufacturing hub and specializes in disposable medical garments.The company boasts a production capacity of over 1 million units per month, allowing them to meet large-scale orders efficiently. Yinhong has expanded its market reach to over 50 countries, providing quality protective solutions tailored to customer needs.
Hubei Jiahua Special Protective Products Co., Ltd.
With over 15 years of experience, Hubei Jiahua is a wholesale disposable coveralls supplier that specializes in manufacturing chemical protective clothing and gear for hazardous environments. The company invests heavily in R&D to develop advanced materials that enhance protection against chemicals and biological agents. Jiahua has established partnerships with distributors across Europe and North America, ensuring a strong presence in international markets.
Suzhou Sanical Protective Products Co., Ltd.
Founded in 2010, Suzhou Sanical is a high-quality disposable protective clothing supplier. The company implements stringent quality control measures throughout the production process to ensure compliance with international standards like ISO 13485. Sanical serves a variety of sectors, including healthcare, food processing, and industrial applications, providing tailored solutions for their clients.
Criteria for Choosing Protective Clothing Supplier
Quality Control
When choosing a protective clothing supplier, the first thing to check is their commitment to quality. It’s not just about putting fabric together—compliance with industry standards like ISO and CE certification is crucial. These certifications show that the clothing meets international safety rules. Always ensure your supplier is certified; it guarantees the products meet safety standards.
But certification alone isn’t enough. Raw material sourcing is just as important. A supplier that uses strong, durable materials will help prevent problems like wear and tear or reduced protection over time. Ask about their production process. Do they test for durability? How do they ensure consistency in every batch? The best suppliers use quality materials and follow strict testing from start to finish.
Price Competitiveness
Let’s talk about cost. Finding a protective clothing supplier with good prices can make a big difference to your budget. One way to save is by buying in bulk. Suppliers often give discounts for large orders, lowering your cost per item.
Transparency is key. You don’t want hidden fees or unexpected price jumps. Make sure your supplier offers clear, upfront pricing plans. The best PPE suppliers will work with you to find a price that fits your budget without lowering product quality.
OEM/ODM service
OEM/ODM services provide customization, cost-efficiency, and speed to market. Whether you’re targeting a niche market or expanding your brand, these services offer unmatched flexibility. The protective clothing supplier will customize brand logos, sizes, packaging, and more for you, helping you maintain your competitive advantage.

Delivery Time
For protective clothing suppliers, fast delivery isn’t just a bonus—it’s essential. Whether demand suddenly spikes or you have a tight deadline, a supplier that can deliver quickly is a game-changer. Look for suppliers with a strong supply chain and the ability to handle international logistics smoothly. This is especially important if you’re getting materials from overseas or need to ship across borders.
Benefits of Long-Term Protective Clothing Supplier Partnerships
Consistency and Quality
Working with the same protective clothing supplier ensures consistent quality, reducing defects and delays. Long-term collaboration also improves product quality over time.Exclusive Access to New Technologies
Long-term partners often get early access to new materials and technologies, helping you stay ahead of competitors. For example, you might be the first to use breathable fabrics or materials that meet new safety standards.Lower Costs and Better Terms
The more business you do, the better the terms. Protective clothing companies may offer volume discounts, flexible payment options, and priority manufacturing slots, helping you save money and reduce risks.Efficient Supply Chain Management
Long-term partnerships make supply chains smoother. Established communication helps suppliers anticipate your needs and adjust production to reduce lead times and avoid stockouts.Collaborative Product Development
With a trusted protective clothing supplier, they understand your market and can help with proactive product development. They may suggest new ideas, improve designs, and share market insights to help you grow.
Conclusion
Selecting the right supplier for protective clothing is essential for ensuring safety and minimizing liability for your business. A reliable supplier plays a vital role in keeping your team safe, particularly in sectors such as construction, manufacturing, and healthcare, where safety regulations are stringent. It’s also beneficial to consider suppliers from China.
It’s beneficial to consider suppliers from China. Chinese protective clothing suppliers can offer advantages like scalability, cost efficiency, and rigorous quality control. With their capacity for large-scale production and international certifications, companies like Morntrip present a variety of options tailored to both standard and specific requirements. If you’re interested in enhancing your protective gear, reach out to Morntrip for a quote or further information on how they can assist your business.