Not all layers in a medical nonwoven fabric do the same job. One layer carries most of the weight — and it’s the difference between real protection and a false sense of security.
That layer is the meltblown layer. It sits inside SMS or SMMS nonwoven structures, and this is where bacterial filtration takes place. Fiber diameters drop to the sub-micron range here. Electrostatic charges intercept particles that mechanical barriers alone would miss. This is where a product either earns its BFE ≥ 95% rating — or falls short of it.
Sourcing surgical mask material? Evaluating a supplier’s technical specs? Trying to figure out why two fabrics that look the same perform so differently? This layer explains it all.
Why the Meltblown Layer Matters in Medical Nonwoven Products?
Take out the meltblown layer from a surgical mask, and you don’t have a weaker mask. You have something closer to a fabric scarf. Bacterial filtration efficiency drops from above 95% to somewhere between 20% and 60%, depending on construction. That’s not a performance dip. That’s a structural failure.
Here’s why the gap is that dramatic.
It’s the Only Layer Built to Filter
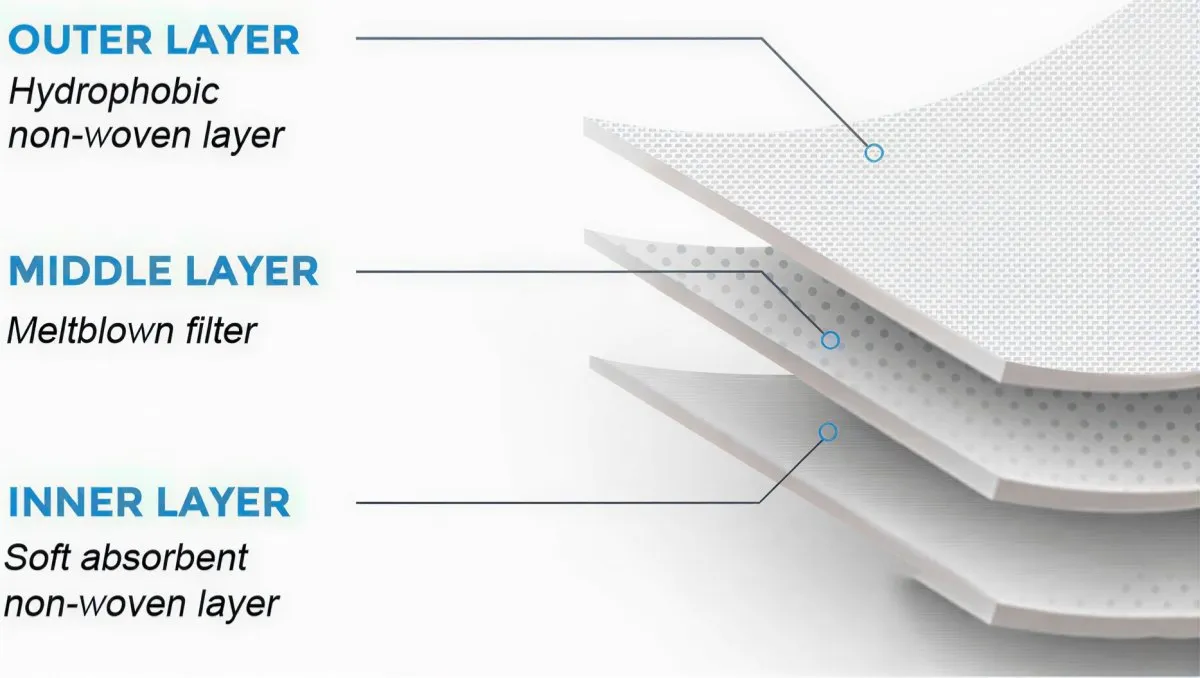
A standard 3-layer surgical mask has outer and inner spunbond layers. These handle splash resistance, tensile strength, and skin comfort. They’re necessary. But they don’t filter much. The meltblown polypropylene layer in the middle does the actual work.
The fiber diameter tells the whole story. Spunbond fibers measure 15–30 μm across. Meltblown PP fibers come in at 1–5 μm — about one-tenth the size. That size difference creates a far denser, higher-surface-area web. It catches particles that pass straight through spunbond structures.
Three Mechanisms Working at Once
Electret-treated meltblown doesn’t run on a single filtration mode. It uses three at once:
-
Mechanical interception and impaction — captures larger droplets and aerosols on contact
-
Diffusion — catches ultrafine particles below 0.3 μm as they follow erratic Brownian paths into fibers
-
Electrostatic attraction — draws charged submicron particles and viral aerosols (including SARS-CoV-2 in the 0.08–0.15 μm range) straight onto fiber surfaces
The electret charge is what makes this combination so effective at low resistance. A mechanical-only filter hitting the same BFE ≥ 95% would need far more material. It would also push pressure drops to 200–300 Pa. Electret-treated meltblown hits the same filtration benchmark while keeping pressure drop at 80–120 Pa. That’s what keeps the mask breathable enough to wear.
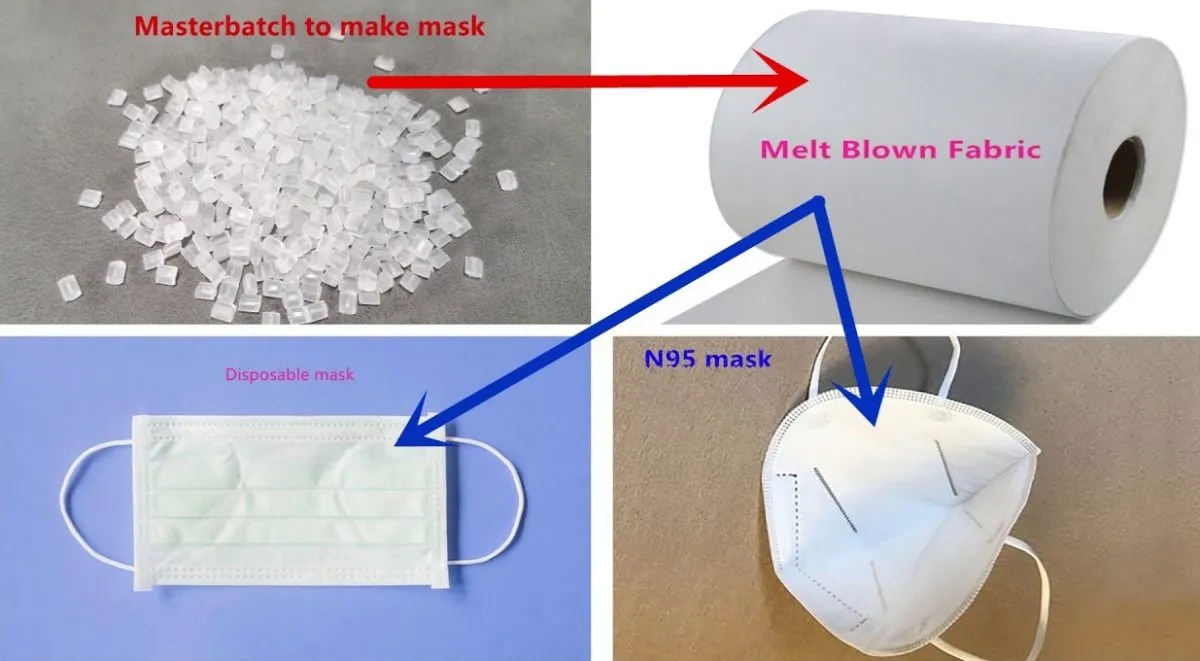
Why N95 and FFP2 Respirators Use Two Meltblown Layers?
A standard surgical mask carries one meltblown layer at 20–25 g/m². That’s enough for EN 14683 Type II/IIR or ASTM F2100 compliance.
N95 and FFP2 respirators work under stricter requirements — PFE ≥ 95% at 0.3 μm NaCl challenge under NIOSH 42 CFR 84 and EN 149. To hit those thresholds, the construction stacks two separate meltblown filter layers. These sit at the 2nd and 4th plies in a 4–6 layer structure. Combined meltblown content reaches 40–60 g/m². No other layer type in the stack comes close to that level of particle capture.
The Role Extends Beyond Masks
SMS and SMMS nonwoven fabric for surgical gowns and drapes puts the meltblown layer to a different but just as critical use. It’s the component that separates a basic cover garment from an AAMI PB70 Level 3–4 barrier gown — one rated to resist synthetic blood penetration and viral transfer under ASTM F1670/F1671 test protocols. Spunbond layers add durability and surface fluid repellency. The M layer in the laminate is what stops pathogens from reaching the wearer.
Sterilization wraps work on the same principle. Meltblown builds a microbial barrier during storage. At the same time, it stays open enough for sterilization gases to pass through. No other nonwoven component in the structure can do both at once.
What does this mean for Sourcing Decisions?
Polypropylene meltblown costs more than spunbond — and that price gap reflects real performance, not branding. So scrutinize the meltblown spec closely in any medical nonwoven fabric supplier evaluation. Key details to check: fiber diameter, basis weight per layer, electret charging method (corona, triboelectric, or thermal), and charge stability over time. PP meltblown electret media hold stable filtration efficiency after long-term natural storage. That matters for medical stockpile applications.
Two fabrics can feel and weigh the same in your hands. Their meltblown layers can be worlds apart in performance. That’s the variable that determines whether a product meets EN 14683 , ASTM F2100, or GB 19083 — or just looks like it does.
What the Meltblown Layer Does in Real Use (Not Theory)
The numbers tell the story better than any diagram.
A four-layer corona-charged PP meltblown stack, tested under real aerosol challenge conditions, delivers 97.96% filtration efficiency against paraffin oil aerosol at 84.28 Pa pressure drop. Switch to NaCl aerosol — the standard N95 challenge — and that same stack hits 99.03% efficiency at 82.32 Pa. That’s near-N99 performance from a nonwoven filter, not a HEPA cassette.
Those results aren’t theoretical. They come from actual test rigs. They show what electret meltblown does that nothing else in the fabric stack can replicate.
The Geometry Makes It Work
Meltblown fibers are 1 μm in diameter — up to 70 times thinner than a human hair. Pack those fibers into a web, and you get something unusual: a 3D structure with small pores but high overall porosity. You get a high surface area for particle capture. You also get low enough resistance that air still moves through at a reasonable breathing effort.
This is why N95 wearers don’t feel like they’re breathing through a wall. On a well-made N95 mask, inhalation resistance stays at or below 343 Pa at 85 L/min — that’s the full mask, not just the meltblown layer. The meltblown layer drives most of that resistance. Yet it still delivers ≥95% capture at 0.3 μm. The geometry makes both things possible at once.
What Damages It in the Field?
Real-use conditions degrade meltblown electret media in specific, measurable ways:
-
Moisture and oil aerosols screen surface charges and clog pores. This is why NIOSH separates N, R, and P, respirator classes. N-rated meltblown media isn’t built for sustained oil exposure.
-
Sterilization cycles — steam, alcohol spray, elevated heat — strip electrostatic charge. After treatment, filtration efficiency can drop 10–30 percentage points. Breathing resistance stays about the same. The mask still feels normal. It’s no longer performing at spec. This is the main reason N95 respirators are rated single-use.
-
Mechanical creasing or folding opens up pores at the crease point. The fabric looks intact. The filter isn’t.
These failure modes matter most when products get stockpiled or reused under tight resource constraints. Those are the situations where meltblown quality assumptions face the hardest test.
Common Problems Caused by Low-Quality Meltblown Layer

Substandard meltblown doesn’t announce itself. The mask still ships. The gown still looks right. The product clears packaging and lands in a clinical setting. Then the failure shows up — someone gets exposed to something they should have been protected from.
Here’s what’s going on inside that fabric. The meltblown layer gets built to cut costs, not to meet spec.
Filtration efficiency collapses first. A well-made electret meltblown layer delivers BFE at or above 98–99%. A weak one — under-charged, unevenly spun, or made from low-grade PP resin — drops that number by a wide margin. The outer spunbond layers hold their shape. The product still passes a visual check. But the core filtering mechanism stops doing its job.
Charge instability makes things worse over time. Electret performance depends on retained charge — not just at the point of manufacture, but across the product’s full storage life. High-quality electret meltblown media holds above 95% filtration efficiency and maintains charge stability beyond one year. Poor charge retention causes performance to drop weeks or months before the product ever reaches the end user. There’s no visible sign of that loss.
Breathability and filtration fall out of balance. A poorly formed meltblown web doesn’t just filter less — it clogs faster too. Particles build up in uneven patches, pressure drop climbs, and the filter hits end-of-life ahead of schedule. Low-quality meltblown layers force a trade-off that good media avoids: you get either reduced filtration or rising resistance. Often both.
Fiber formation defects undermine the whole structure. Unstable spinning produces irregular fiber shapes — gaps, clumping, uneven diameter distribution. Those irregularities create weak spots in the filtration web. Sub-micron particles find paths straight through.
Red Flags Worth Checking in Any Supplier Spec
-
Filtration efficiency below 95% for N95-class applications, or below 98% for EN 14683 Type II compliance
-
Elevated pressure drop at the same efficiency target — a sign the structure is compensating for weak electret charge
-
No documented charge retention data over time
-
Vague or missing fiber diameter specifications (target: 1–5 μm for medical-grade meltblown)
-
Inconsistent basis weight across the roll — a clear signal of unstable spinning conditions
The meltblown sector has faced real pressure on the supply side: overcapacity, aggressive pricing, and uneven quality control across manufacturers. That market context matters when you’re evaluating suppliers. The cheapest meltblown polypropylene fabric in a quote may contain a meltblown layer, technically. What it may not contain is a meltblown layer that actually performs.
How Buyers Can Judge Meltblown Quality Fast (Simple Checklist)
Procurement mistakes in medical nonwoven fabric don’t happen because buyers didn’t care. They happen because the failure is invisible. The meltblown layer looks fine, ships fine, and then falls short where it counts most.
A scale, a strong flashlight, and a basic understanding of what to look for will filter out most bad products before it ever reaches a lab.
Step 1: Weigh It First
Cut a 10 × 10 cm square from the sample. Weigh it in grams. Multiply by 100. That’s your GSM.
Medical-grade meltblown for surgical masks runs 20–30 g/m². A standard 3-ply mask uses a 25 g/m² inner layer. Your sample should land within ±10% of the stated spec. Outside that range, it’s not a rounding issue. It’s a quality control failure.
Any supplier who can’t state GSM in their COA isn’t worth the next conversation.
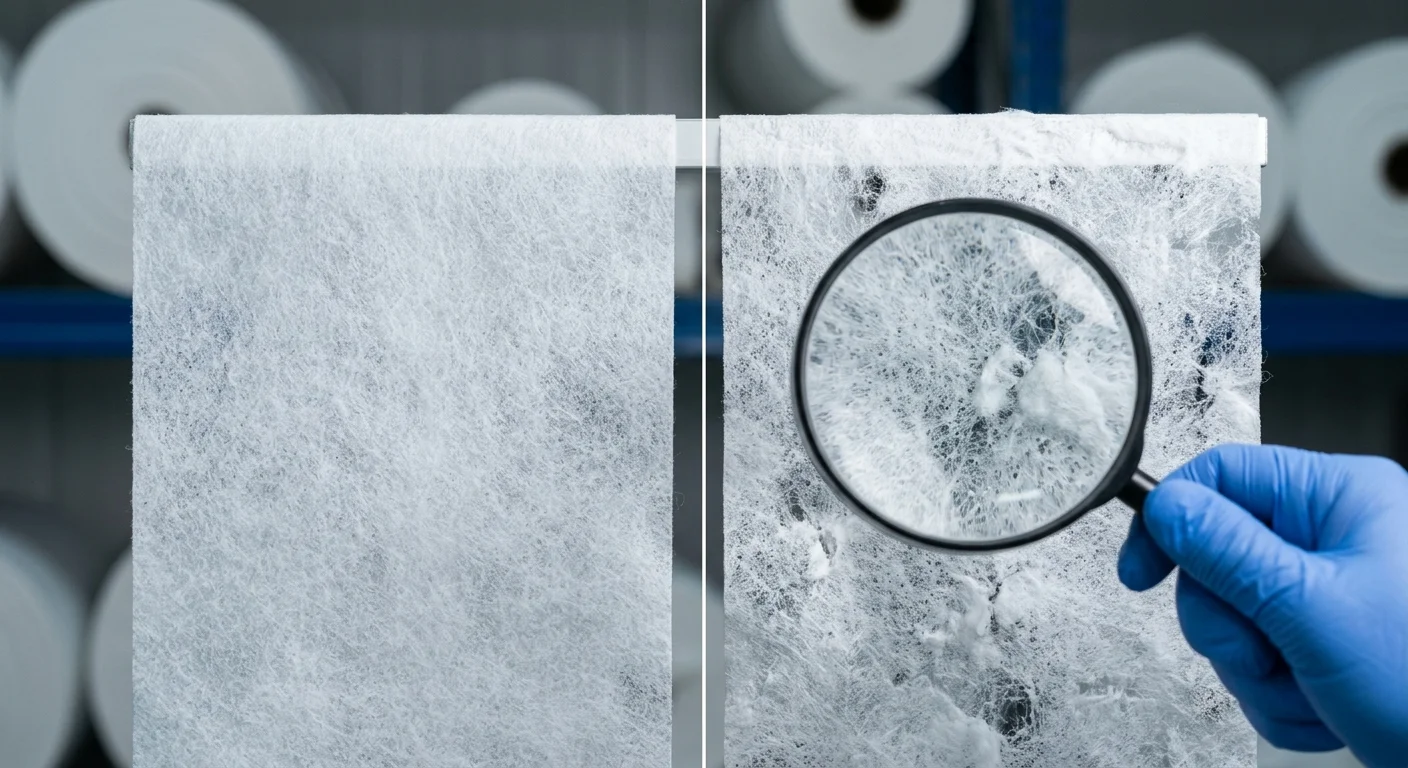
Step 2: Hold It Up to the Light
Take a single layer and hold it flat against a strong backlight. Your phone flashlight works fine.
Good meltblown looks even, almost cloud-like. No visible holes. No dense streaks. No sections where the web thins out into open gaps.
Poor meltblown tells you what you need to know straight away: bald patches, coarse fiber clumping, and visible pores wider than 1–2 mm. See-through spots mean particles get through, too.
Check multiple rolls. Consistent opacity across rolls means stable production. Variation means the opposite.
Step 3: Feel the Difference
High-quality 25 g/m² meltblown polypropylene fabric feels soft and slightly cottony. Press it between your fingers. It should feel uniform, with a slight resilience.
Paper-like stiffness at low GSM is a red flag. It points to overheated fibers, excess filler, or under-bonded web construction. These aren’t cosmetic issues. They link directly to reduced electrostatic filtration efficiency.
Two samples with the same stated GSM, but one feels stiffer than the other? The stiffer one is almost always the weaker filter.
Step 4: Run the Quick Breath and Mist Tests
No lab needed for either of these.
Breath test : Hold the sample firmly over your mouth and nose. A single layer of well-built meltblown should offer moderate resistance — not free-flowing air, not a wall. Near-zero resistance on a 25 g/m² sample points to an open, low-density web.
Mist test : Hold the sample over a glass surface. Spray a fine water mist from about 30 cm away. Good meltblown beads melt the water and slow penetration. Poor or untreated meltblown lets the mist soak through the underside in under 10 seconds.
Step 5: Check the Electrostatic Charge
Rub the meltblown sheet with a dry latex glove or plastic surface. Then bring it near small shredded paper bits.
A charged electret meltblown attracts and holds the pieces. That charge is what drives electrostatic filtration in real use.
Now test an older sample stored at room conditions for a week. A sharp drop in attraction means the electret treatment is unstable. Filtration efficiency is already degrading on the shelf, before the product reaches anyone.
The Supplier Documentation Check
Field tests narrow the field. Document review closes it.
Ask for third-party test reports — labs like Nelson Labs or SGS — issued within the last 12 months. Confirm the batch ID matches your sample. Then verify:
|
Check Item |
Minimum Standard |
|---|---|
|
BFE (surgical mask grade) |
≥ 98% for EN 14683 Type II / ASTM F2100 |
|
BFE (N95-class meltblown) |
≥ 95% at 0.3 μm NaCl, 85 L/min |
|
Differential pressure |
< 40 Pa/cm² for finished Type II mask |
|
Fiber diameter |
1–5 μm for medical-grade meltblown |
|
PP resin MFI |
≥ 1200 g/10 min at 230°C/2.16 kg |
A supplier who claims high nonwoven fabric BFE but won’t share differential pressure data is sending a clear signal: the numbers don’t balance. That gap points to a filter that’s either too dense to breathe through or too open to filter at all.
The Field Checklist (Mark Each: Pass / Fail / Question)
-
GSM within ±10% of spec — 25 g/m² target = 0.225–0.275 g per 10×10 cm square
-
Uniform opacity under backlight — no holes >1–2 mm, no tiger stripe banding
-
Soft, consistent hand-feel — no stiff or paper-like zones
-
Moderate breath resistance — single layer, not free-flowing
-
Water mist stays on the surface — underside stays dry for several seconds
-
Electrostatic attraction present — and stable after one week of storage
-
Third-party BFE and ΔP data available — with named test standard and batch ID
-
MFI and fiber diameter declared — in writing, not by word of mouth
-
Multiple rolls show consistent appearance — same opacity, same feel, same weight
-
Supplier commits in contract — GSM, filtration rate, and ΔP ranges with tolerance
A small scale, scissors, and a phone flashlight cost almost nothing. Run through this checklist, and you’ll screen out most underperforming meltblown polypropylene fabric before a single large order goes through. Any supplier worth working with won’t flinch when you pull it out.
FAQ: Meltblown Layer in Medical Nonwoven Fabric
Buyers ask the same questions. Here are direct answers.
Is meltblown the same as spunbond?
No. These two are built differently and do different jobs. Spunbond extrudes continuous filaments — strong, durable, structural. Meltblown blasts molten polymer through high-speed air. This collapses the material into microfibers at 1–5 μm diameter. The result is a fine, dense web with one job: filtration. Spunbond holds the product together. Meltblown is why the product works.
Why does it sit in the middle?
Each layer has a role, and order matters. The outer spunbond blocks droplets. The inner layer manages moisture. The meltblown polypropylene layer sits between them and captures particles — bacteria, viral aerosols, sub-micron debris. Putting it in the middle protects the electret charge from direct contact and physical wear.
Why does electret treatment matter?
Mechanical interception has limits on its own. Electrostatic charge pulls in particles that would slip right through fiber gaps. Without it, reaching BFE ≥ 98% at breathable pressure drops is not achievable.
What basis weight should medical meltblown carry?
Surgical mask applications run 20–25 g/m². The full functional range covers 10–50 g/m²:
– Lighter weights (10–20 g/m²) suit disposable mask filters where breathability is the priority
– Heavier weights (25–50 g/m²) go into the gown and drape laminates, where liquid barrier performance takes the lead
Conclusion
The meltblown layer isn’t a detail — it’s the entire reason medical nonwoven fabric works.
Remove it, weaken its fiber density, or skip the electrostatic treatment. What’s left is just fabric. It looks protective. It offers zero clinical value. Every BFE rating, every N95 respirator certification, every surgical gown that shields a clinician from bloodborne pathogens — all of it traces back to that one submicron layer doing its job under pressure.
Sourcing SMS nonwoven fabric or checking a supplier’s medical-grade materials? Don’t let the conversation stop at GSM weight or softness. Push further:
-
Ask about the meltblown fiber diameter
-
Ask how the electrostatic charge is applied and how long it holds
-
Ask for third-party filtration test data
The checklist in this article is built for that conversation.
Good protection isn’t visible. But now you know where to look for it.





